
Продукция




-

Тестер толщины доски
-

Микроскоп
-

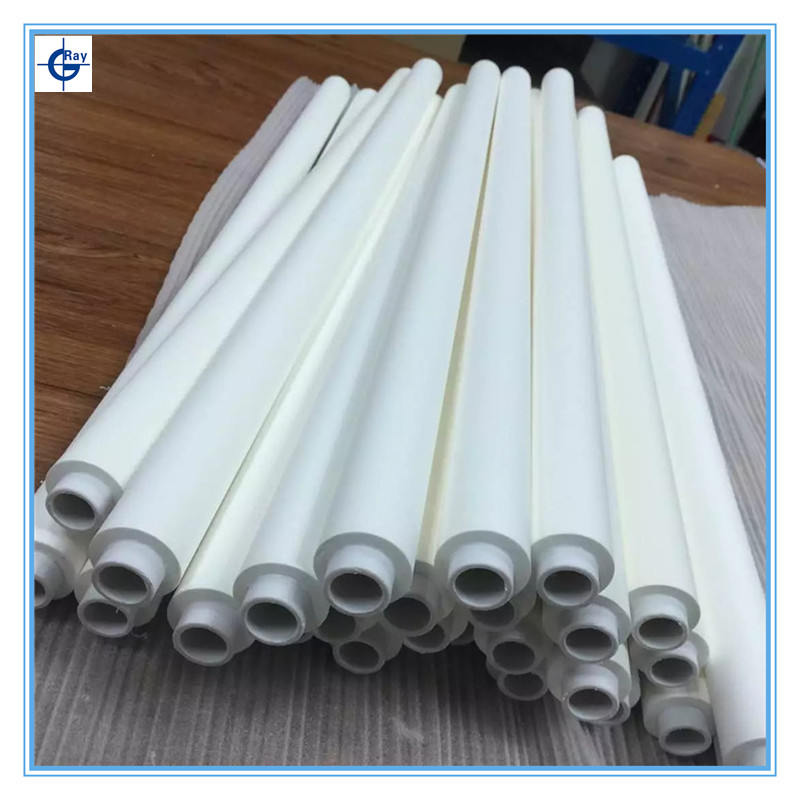
Фильтрующий элемент для распыления расплава полипропилена
-

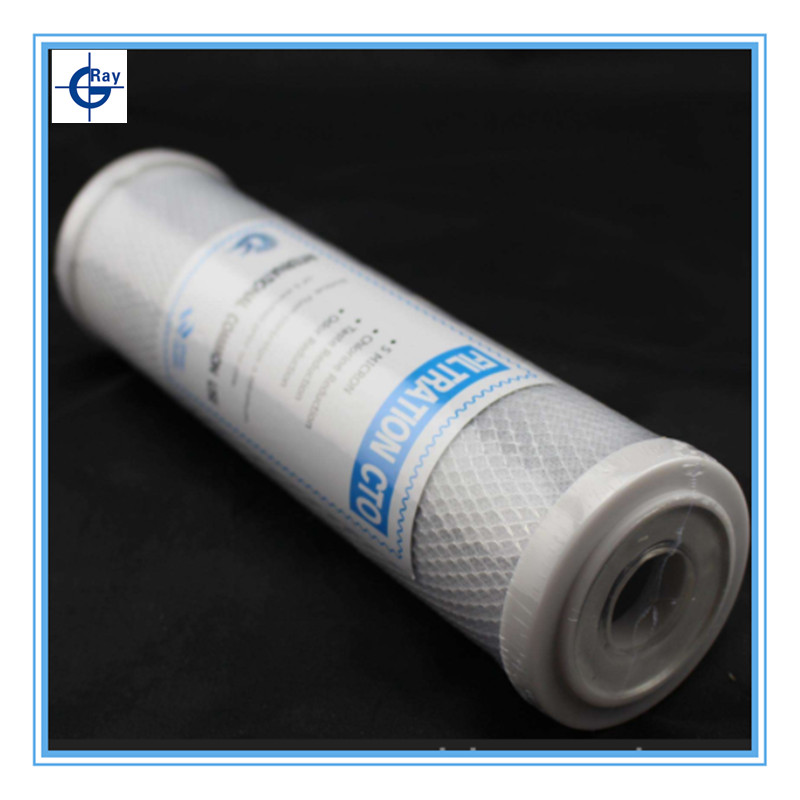
Фильтрующий элемент из углеродного волокна
-

Металлографический микроскоп BX53M
-

Детектор ширины линии RAY-LW-02
-

Индикатор влажности
-

PVA гигроскопическая вата
-

Машина для визуального отбора проб
-

Прибор для измерения двумерного изображения
-

Машина для производства горячего масла
-
Прибор для измерения остаточной толщины V-образного паза RAY-510
-

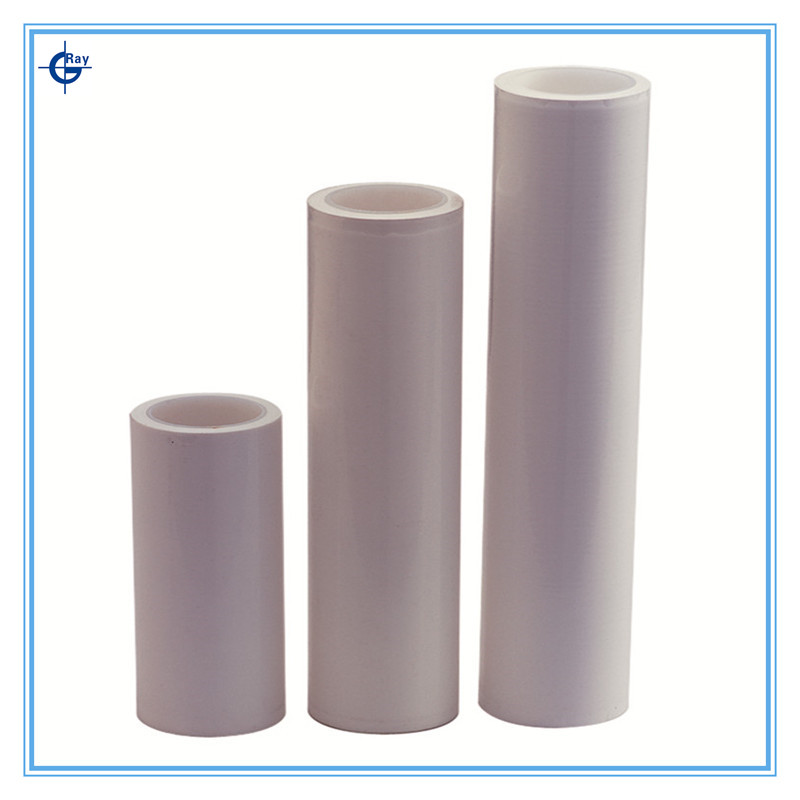
Прослоечная листовая резина
-

Автоматическая рентгеновская инспекционная машина
-

Тестер ионного загрязнения
-
PU гигроскопическая вата





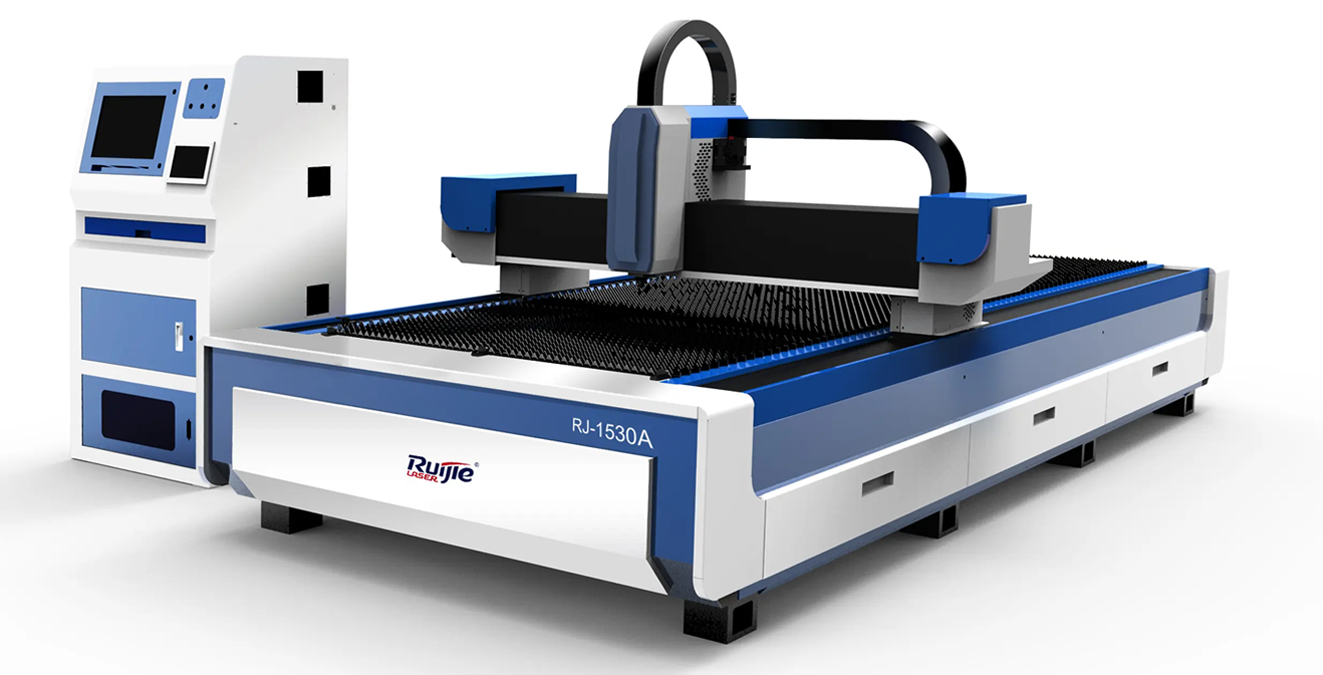
Машина для горячего расплава
Серия RAY-RY в основном используется в производстве печатных плат до и во время процесса горячего прессования в технике горячего прессования. Чтобы предотвратить смещение изделия, внутренняя плата приклеивается к полуотвержденной плате; электронагревательная головка нагревает заданную зону плавления изделия, придавая ему многослойный вид. изделие и полипропиленовый лист скреплены вместе.
Описание
маркер
Основные функции продукта:
1.Принцип нагрева термоядерной головки
Термоядерная головка представляет собой тефлоновый высокочастотный генератор в сборе с установленной внутри высокочастотной катушкой. При подаче напряжения высокочастотный импульс генерирует высокочастотное переменное магнитное поле, а нагревательный медный блок генерирует индуцированный ток и выделяет тепло. Поскольку каждый слой изделия выполнен с нагревательный лист, равномерность нагрева очень хорошая, поэтому внутренняя пластина и полипропилен могут быть эффективно сплавлены.
2.Способ позиционирования плавильной головки:
1) Изделие после установки штифта перемещается внутрь машины через столешницу;
2) Нижняя группа плавильных головок поднимается до горизонтального положения столешницы и касается нижней поверхности изделия.;
3) Верхняя группа сварочных головок опускается на верхнюю поверхность изделия, и операция сварки начинается в соответствии с установленным временем.
Примечания: В зависимости от размера платы левую и правую стороны в направлении X можно регулировать отдельно, верхнюю и нижнюю стороны в направлении Y можно регулировать отдельно, а для определения положения термоядерной головки имеется лазерный индикатор.
3.Метод проектирования блока плавления, когда внутренняя толщина меди превышает 2 унции:
При толщине пластины более 2 унций рекомендуется, чтобы зона плавления была выполнена в виде решетки, что может уменьшить углубление в месте плавления (из-за того, что медь находится за пределами зоны плавления, толщина пластины будет больше, чем в зоне плавления. Когда верхняя и нижняя нагревательные головки установлены при нагревании зазор между внутренней пластиной и полипропиленом будет уменьшаться, что приведет к тому, что толщина пластины в зоне плавления будет меньше, чем за пределами зоны плавления).
4.Точность определения скорости нагрева составляет +/-1 минуту:
Когда машина включена для нагрева, физические характеристики каждой термоядерной головки различны, поэтому, когда все термоядерные головки достигают заданной температуры, должна быть разница во времени, более приемлемой является 1 минута.
5.Инструкции по выбору деталей оборудования и материалов:
Фюзеляж сварен из стальных прямоугольных труб, а для обеспечения точности цикла выполняется портальная фрезеровка. Важные детали для сварки изготовлены из стальной конструкции, а передвижные столешницы изготовлены из импортных профилей (лист из авиационного алюминиевого сплава), при обработке используется специальная обработка поверхности.
6.Способ позиционирования штифта:
При использовании метода фиксации ШТИФТОВОЙ иглы штифтовая игла после установки фиксируется винтами, а ШТИФТОВАЯ игла закрепляется. Если используется пружинная телескопическая конструкция, оплавление может привести к наклону штифта, а износ увеличится после длительного использования, что повлияет на точность Кроме того, точность позиционирования станка в значительной степени зависит от точности установки ШТИФТА. Если штифт не закреплен и имеется смещение, это повлияет на точность выравнивания.
Параметры и технические характеристики продукта
| серийный номер | Название проекта | стандарт | другие |
| 1 | Рабочий размер | 623mm(ширина)*762mm(длина) | |
| 2 | Эффективный размер плавления | Min:350mm*350mm;Max:623mm*762mm | |
| 3 | Диапазон толщин плавленых пластин | 0.2mm≤t≤12.0mm | |
| 4 | Диапазон толщины основной плиты | 0.05mm~1.0mm(Не содержит меди) | |
| 5 | Диапазон слоев плавления | 60 слоев | |
| 6 | Толщина меди на внутренней плате сердечника | 1/3oz~3oz | |
| 7 | Количество термоядерных головок | 8 групп на длинной стороне, 4 группы на короткой стороне или 12 групп | Настраиваемый |
| 8 | Размер нагревательного медного блока | 5*20/7*18 | |
| 9 | Требования к кромкам плавленой плиты | ≤13mm | |
| 10 | Срок службы термоядерной головки | 3 года-5 и более лет |